
Space Frames
Modular structures with lots of advantages

BIG SPANS
Space frames are structures that can reach up to 200m span
COMPLEXE GEOMETRIES
Any geometry is available.
Whatever you can draw, you can build.


LOW WEIGHT
The weight of the Space frames is around 20/25 kg/m2.
Together with its hughe horizontal rigidity , it makes the best type of structures for earthquake areas.
EASY ASSEMBLY
No welding required on site.
Space frames are made of bolted small bars.
Large structures can be transported in standard containers.

SPACE FRAME SPECIFICATIONS
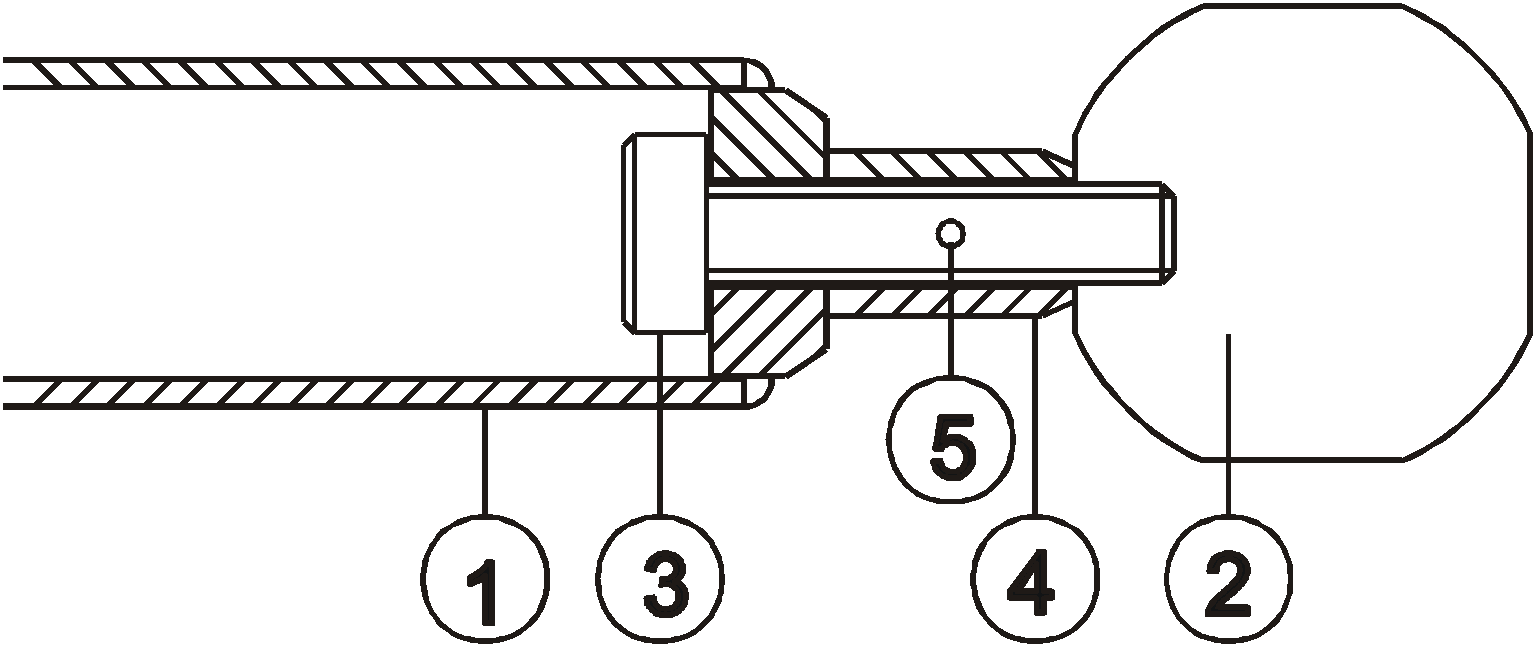
1.- TUBES:
All the tubes, whose sections are determined according to the tension and compression forces as per the design calculations shall be seamed tubes produced from S235JR (St37-2), S275JR ( St44-2), S355J2G3 ( St52-3) quality steel sheets with high weldability property conforming to EN10025 standards.
Tubes produced in conformance with the DIN 2440, DIN 2441, DIN 1626, EN 10219 standards ranging from f26.9mm and f323.9mm diameter according to the design shall be used. Hot forged and/or machined cones of the same material quality of the tubes shall be welded on each end by semi automatic gas shielded arc welding process.
2.- NODES:
Nodes starting from f50mm diameter (f50,60,75,90,110,130,160,200,240,280,300,380…) shall be produced with C45 or AISI / SAE 1050 quality material in conformance with the EN 10083-2 standard, with hot forging in normalized condition and/or machining production techniques. Required bolt connection holes shall be drilled and tapped with digitally controlled drilling machines.
3.- BOLTS:
All bolts shall be produced with the materials in conformance with EN 10083-1 standard and shall have ISO metric treads conforming to DIN 13-1. Strength classification shall be 6.8, 8.8 or 10.9 in compliance with the requirements of EN ISO 898-1.
4.- SLEEVES:
All sleeves shall be machined from hexagonal shaped cold and/or hot rolled S355J2G3 (St52-3) quality non-alloyed steel and/or AISI/SAE 1030 quality low alloyed steel.
SUPPORTS:
Supports shall be produced with C45 or AISI / SAE 1050 quality material in conformance with the EN 10083-2 standard, with hot forging and/or machining production techniques. Required bolt connection holes shall be drilled and tapped with digitally controlled drilling machines. Support flanges shall be of S235JR (St37-2) material in conformance with EN 10025. Teflon plates with low friction coefficient shall be placed under the moveable supports.
PURLIN STOOLS:
Slope of the roof shall be provided by means of purlin stools. Connection of the purlin stools to the nodes shall be made by means of bolts.
PURLINS:
Purlins shall having sufficient width to receive cladding shall be spaced as required to provide appropriate support for cladding. Purlins shall be from S235JR (St37-2) quality steel with rectangular hollow section or channel or built-up sections in dimensions required by the design.
PROTECTION AGAINST CORROSION AND FINISHINGS:
a) Nodes and supports shall be electro plated with average 25 micron thick zinc in conformance with ISO 2081.
b) Bolts shall be coated with Delta Protect or Dacromet in conformance with ISO 10683, which consist of aluminum and zinc particles stocked in inorganic titanium and provides highest resistance against corrosion. This process meets the requirements of DIN 50021.
c) Tubes, purlins and purlin stools shall be sand blasted to meet the requirements of Sa 2 ½ in conformance with ISO 8504-2, and then shall receive electrostatic polyester powder coating of average 70-80 microns by means of robots and shall be baked in oven at 200 °C. If required, tubes and purlins can be hot dip galvanized in conformance with EN ISO 1461, EN 1179 prior to powder coating.
d) Sleeves shall be hot dip galvanized in conformance with EN ISO 1461, EN 1179.